The New Normal in Industrial Ventilation Is Demand-Based Airflow
- May 19
- 11 min read
Updated: Jun 30

The old normal was simple: turn everything on
For decades, industrial ventilation systems were designed around a practical assumption: when production starts, turn the dust collector on and keep it running.
That approach made sense in an earlier era. It was mechanically straightforward, easy to understand, and gave facility teams confidence that air was moving through the system. In many factories, the operating rule became: run the fan, open the system, leave it on.
But running a large dust collection fan is not a trivial cost. A 200 HP system operating 16 hours a day, at a $0.10/kWh electricity rate, costs more than $73,000 per year in fan energy alone. For facilities with larger or multiple collectors, that number climbs quickly. Two Ecogate corporate customers are each saving over $1,000,000 per year on fan operating costs.
And most of that electricity is being spent on air the factory doesn't actually need.
The reason comes down to one fact: production is never 100%. Machines start and stop throughout the day. Operators load material, change jobs, wait for upstream processes, clean parts, inspect work, and move between workstations. Lines expand. Equipment is relocated. Shifts change. Based on real factory data collected by Ecogate Analytics across thousands of installations, the average woodworking machine is actively cutting only about 50% of the time it's connected to the dust collection system.
Yet most systems behave as if every workstation is producing dust, every minute of every shift. No one would design an office building with one light switch that turns on every fixture in every room, whether occupied or not. But many factories still operate their industrial ventilation that way.
The new normal is different. Industrial ventilation is moving from fixed, always-on exhaust to right-sized airflow — delivering the ventilation required by actual production demand, in real time, while maintaining the air velocities needed for safe material transport.


Conventional system vs an Ecogate-equipped
Right-sized airflow starts with a better question
The traditional question in dust collection design has always been: "How much airflow is required if every pickup point is active simultaneously?"
That is still an important engineering condition. A system must be capable of supporting peak demand, and the fan, ductwork, collector, hoods, and gates all need to be evaluated against real ventilation requirements.
But it's no longer the only question that matters. A more powerful question is: "How much airflow does the factory actually need right now?"
That shift changes the entire conversation. If ten machines are connected to a dust collection system but only three are producing dust, the system should not behave as if all ten are active. If a woodworking plant has a few large machines running during setup or cleanup while the rest of the floor is idle, the fan should not be running at full production demand.
Right-sized airflow means matching ventilation to real production activity — not a fixed worst-case assumption.
For dust collection, this must be done carefully. Reducing airflow without maintaining minimum transport velocity can allow material to settle in the ductwork. That creates maintenance problems and, depending on the material, safety and fire hazards. Right-sized airflow is not simply "slow down the fan." It is controlled airflow.
A variable frequency drive (VFD) alone cannot do this. A VFD changes fan speed — but it doesn't know which machines are active, which branches require airflow, or whether dust is being transported safely through every section of duct.
Measured data from 137 US woodworking factories shows main duct velocities ranging from 1,500 FPM to 8,300 FPM in conventionally operated systems. Many are running dangerously slow. Others are wasting enormous amounts of electricity at unnecessarily high velocities. In most cases, no one knows which.
An intelligent on-demand ventilation system requires sensing, automatic gates, real-time airflow measurement, control logic, and fan speed control working together as a closed loop.
A VFD controls fan speed. An on-demand ventilation system controls demand.
The physics favor smarter control
Industrial ventilation fans are often the largest continuous motor loads in a factory. That makes them a significant operating cost — and a major opportunity.
The reason comes down to the Fan Affinity Laws. For centrifugal fans, airflow changes roughly in proportion to fan speed, while power consumption changes approximately with the cube of fan speed. A modest reduction in fan speed creates a disproportionately large reduction in energy use. Reduce air volume by 20% and you reduce power consumption by approximately 50%. Reduce to 77% of full air volume and you reduce power by 53% — even while maintaining minimum transport velocities throughout the duct system.
That last point matters: 53% savings is achievable at the minimum safe operating velocity. Most Ecogate installations average 66% electricity savings on fan operating costs, because real-world utilization is typically lower than the minimum-velocity threshold scenario.
Moving unnecessary air creates cost in several ways: the fan motor consumes more electricity, the dust collector handles more air than required, filters load and clean against unnecessary airflow, conditioned indoor air is exhausted and replaced with heated or cooled makeup air, and noise increases as excess air rushes through open hoods, drops, and ductwork.
Right-sized airflow attacks all of that waste at the source.
Safety is what separates intelligent control from guesswork
In industrial ventilation, energy savings are only useful if the system still performs its primary job.
For dust collection, that job is not only capturing particles at the hood. It is also transporting material through the duct system to the collector. If velocity falls too low, dust settles in horizontal runs, elbows, transitions, and branches — creating maintenance problems and, for combustible dusts, fire and explosion hazards under NFPA 660.
This is why the future of industrial ventilation is not simply "lower airflow." It is controlled airflow.
There is a Safe Operating Air Velocity Range between the minimum transport air velocity (typically 3,500 FPM for most systems, per ACGIH guidelines) and the design air velocity (typically 4,500 FPM). An intelligent system modulates within this range — it never drops below the floor, and it never wastes energy chasing the ceiling.
Here's how it works in practice. If 50% of workstations are active but minimum transport velocity requires 77% of full air volume to be maintained, the greenBOX controller automatically opens additional gates at inactive workstations to make up the difference. Those extra-open gates are not wasting energy — they are maintaining safe dust transport while still allowing the fan to run at significantly reduced speed. At 77% air volume, fan power consumption drops to 47% of maximum. That's 53% savings while remaining fully compliant.
Ecogate's approach is built around maintaining this balance automatically. Workstation activity sensors detect demand. Smart Gates open only where ventilation is needed. The greenBOX controller calculates required airflow and coordinates the system across up to 10 independent duct zones. The Power Master VFD adjusts fan speed. Gate-level sensors provide real-time feedback so the system regulates against measured conditions — not design assumptions.
Sequence of Operation

That distinction matters. A conventional system is designed for a fixed velocity and hopes it's being maintained. Ecogate measures it, continuously, at every gate.
What makes Ecogate different: closed-loop airflow measurement
Most on-demand ventilation approaches — timers, basic VFDs, even some gate systems — adjust fan speed without verifying the result. They operate on assumptions: assume the fan curve is correct, assume the ductwork hasn't changed, assume the system is balanced.

Ecogate's Smart Gates are the only automatic blast gates in the world that measure pressure, air velocity, and air volume at every individual gate in real time and feed that data back into the control algorithm. This is patented closed-loop feedback. The greenBOX doesn't estimate airflow — it measures it, gate by gate, branch by branch, second by second, and adjusts accordingly.
This matters for two reasons. First, factory duct systems change constantly. Machines are added, removed, and relocated — sometimes weekly. Every change shifts system velocities. A system designed for 4,500 FPM in 2019 may be running at 2,800 FPM today because three workstations were added downstream. No one knows unless someone measures. Ecogate measures continuously.
Second, measurement enables real intelligence. Ecogate Analytics transmits system data every 10 seconds to a cloud portal showing workstation utilization, energy savings, air volumes, duct velocities, filter pressure, and fan performance — historically and in real time. One furniture manufacturer used this data to discover a table saw was being used only 3% of the shift. That insight alone led to workflow reorganization that increased production without purchasing new equipment.
The only automatic blast gate with real-time airflow measurement at every gate — patented. No competitor offers this.
What right-sized airflow looks like in practice
Metrie, the world's largest hemlock moulding producer, operates a facility in Ferndale, Washington with three large dust collectors — two 250 HP units and one 200 HP unit — that together accounted for more than 60% of the plant's total electricity consumption. Fans ran at full power regardless of machine activity across two production shifts.
After a formal vendor evaluation, Metrie selected Ecogate and installed a complete On-Demand Control System with greenBOX Nxt controllers, three Power Master VFDs, Smart Gates across all workstations, and Dust Collector Interfaces on each collector.
Projected results: 1.6 million kWh in annual savings. A 25% reduction in peak electrical demand. And perhaps most significantly — Puget Sound Energy covered 70% of the total project cost through utility incentives, including the ductwork modifications.
Nova Labs, a member-supported makerspace in Reston, Virginia, faced a different challenge. They needed NFPA 660-compliant dust collection for a new facility but were quoted nearly $1 million for a turnkey installation. Instead, they self-installed an Ecogate system — greenBOX Nxt, Smart Gates, Power Master VFD — with engineering support from Ecogate's team, who provided stamped drawings and participated directly in calls with city inspectors. Total cost: approximately $150,000. Main duct reduced from 24 inches to 14 inches because the system only needed to handle real peak concurrent demand, not a theoretical 100% simultaneous scenario. When field modifications were made during installation, the system adjusted automatically without requiring manual rebalancing.
These are not outliers. They represent what right-sized airflow actually delivers.
Utility incentives: the factor most facilities overlook
Energy efficiency upgrades to industrial ventilation systems are eligible for utility incentive programs across the US and Canada. Ecogate's engineering analysis and savings calculation templates are accepted by utility companies in most major markets, and incentive coverage of 50–70% of total project cost — including ductwork modifications — is achievable for qualified installations.
In practice, this transforms the economics. A system that appears to have a 3-year payback on paper may have a payback of 12–18 months after incentives are applied. For pharmaceutical and laboratory environments, where reducing exhaust volume also reduces the cost of conditioned makeup air that must replace it, payback periods of a few months are not unusual.
If your facility is evaluating an on-demand ventilation upgrade and utility incentives haven't been part of the conversation, that conversation is incomplete.
Utility incentives of 50–70% of project cost are available in most US and Canadian markets. Ecogate's calculation templates are accepted by utilities across North America.
Ecogate can help
Right-sized airflow also changes the human experience
Energy savings lead the business case. But they're not the only reason facilities move away from always-on ventilation.
Anyone who has worked near large dust collection systems understands the noise — air rushing through open hoods, blast gates, drops, and ductwork creates a continuous background roar. In schools, training centers, and production areas where operators need to communicate, that noise has real operational consequences.
When inactive workstations are gated closed and fan speed is reduced, work environments become noticeably quieter. Instructors can teach without competing with the ventilation system. Operators can hear machines, alarms, and each other more clearly.
There's also a usability benefit. A fully automated system removes the burden of manual gate operation. There's no temptation to leave everything open "just to be safe." The system handles it. And through Ecogate Analytics, facility teams gain visibility into how the system is actually performing — workstation by workstation, shift by shift — rather than operating on assumptions.




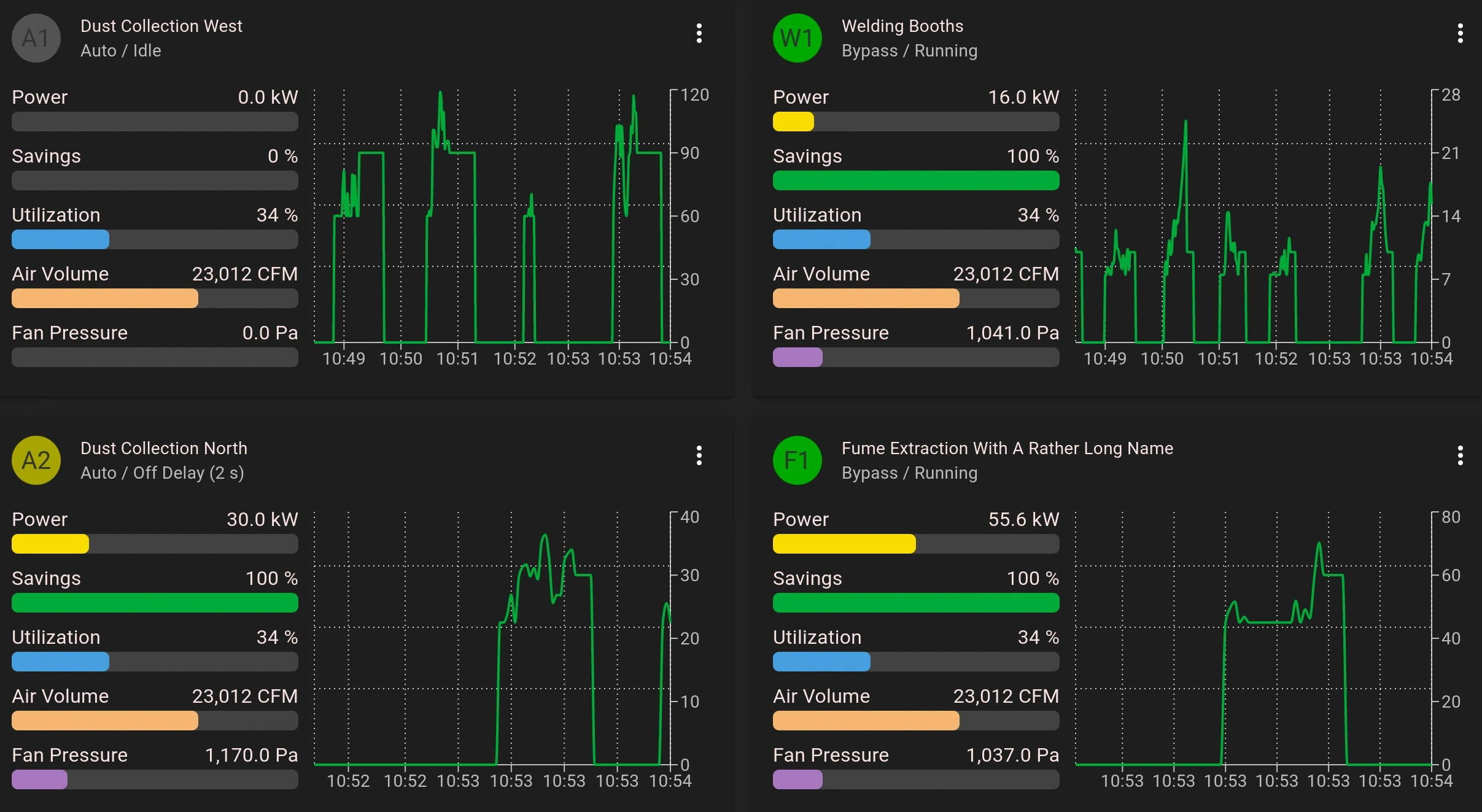
Full system monitoring, control, programmability and settings available in greenBOX's touchscreen and on any device with a browser
The best industrial systems don't add work for people on the factory floor. They remove unnecessary decisions.
Intelligent does not mean complicated for the user
One reason conventional systems have persisted is that industrial ventilation is not forgiving. Design errors cost money. Poor capture affects air quality. Poor transport creates duct maintenance problems and safety concerns. So hesitation toward more complex systems is understandable.
But the operating environment has changed. Maintenance teams are responsible for more equipment, more controls, more networked devices, and more uptime pressure than ever before. Intelligent ventilation only becomes the new standard if it's practical — not just technically sophisticated.
Ecogate's system architecture is designed around that constraint. Smart Gates communicate over a single daisy-chain cable carrying both power and data, eliminating the point-to-point wiring complexity of pneumatic or older electronic gate systems. The greenBOX runs on a modern software platform accessible from any browser on any device — no dedicated PC required, no specialized software to install. The Power Master VFD, developed in collaboration with ABB on the ACS880 industrial platform, configures in approximately one minute via a built-in setup wizard. Remote support capability means issues can be diagnosed and often resolved without a site visit.
The new standard: evaluate on-demand control by default
Right-sized airflow does not mean every facility needs the same system. A small shop, a large woodworking plant, a welding school, a pharmaceutical clean room, and an aerospace manufacturing facility all have different ventilation requirements.
Some systems are excellent candidates. Others require more engineering review. A small system with limited operating hours and low electricity cost may not justify a retrofit. A poorly designed duct system may need corrections before controls can deliver the expected result. A highly automated facility running near 100% utilization across every shift has a different savings profile than a job shop.
That's why the new standard should not be blind adoption. It should be default evaluation. Every new or retrofit dust, fume, mist, and smoke collection project should ask:
Which workstations are actually active at the same time?
What airflow is required at each hood or pickup point?
What minimum transport velocity is required for the collected material?
How much fan horsepower is running today?
How many hours per year does the system operate?
Is conditioned air being exhausted from the building?
Could utility incentives fund all or most of the upgrade?
Can the system adapt as production changes?
Those questions move the conversation from "turn the fan on" to "operate the ventilation system intelligently."
From fixed infrastructure to responsive systems
Industrial ventilation used to be treated mostly as fixed infrastructure: ductwork, fan, collector, hoods, and a start button. Ecogate has been installing on-demand control systems for 25 years — across thousands of installations on four continents, in facilities operated by Boeing, IKEA, GlaxoSmithKline, Tesla, Rolls-Royce, Williams F1, and Andersen Windows, among many others.
What those installations have in common is not industry or size. It's the decision to stop treating ventilation as a fixed cost and start treating it as a system that should respond to what the factory is actually doing.
A dust, fume, mist, or smoke collection system should know what's active. It should know how much airflow is required. It should adjust automatically. It should maintain safe operating conditions. It should provide visibility when something is wrong. It should support expansion without forcing a full redesign every time the factory changes.
The best ventilation system becomes almost invisible
The goal of intelligent ventilation is not to give operators another system to manage. The goal is the opposite.
When a machine starts producing dust, fumes, mist, or smoke, the system responds. When the machine stops, the system adjusts. When production demand changes, airflow changes with it. When minimum transport velocity must be maintained, the greenBOX handles that automatically across every branch of the duct system. When a filter, fan, gate, or sensor needs attention, the system makes it visible to the people responsible for uptime.
In that sense, the future of industrial ventilation is almost invisible — not because it's unimportant, but because it works in the background. Continuously matching airflow to real demand. Reducing waste. Supporting safety. Giving the factory better information.
Ecogate helps companies build real resilience against an increasingly volatile electricity market. As data centers multiply and power demands soar, utility providers have gained leverage to drive costs sharply higher. The trend is already playing out in the PJM Interconnection — the largest grid in the U.S. — where Monitoring Analytics recently reported that prices nearly doubled in a single year. With Ecogate, you can turn your airflow into cash flow.
Find out what your system could save. Ecogate's free Electricity Savings Calculator estimates your annual energy reduction based on fan size, operating hours, and electricity rate — in under a minute. Or request an engineering review and we'll analyze your system directly.



Comments