









- Jun 5
- 2 min
Ecogate Confirmed as Donaldson’s Official Supplier


- May 30
- 5 min
What Is Not Measured Cannot Be Controlled: How Ecogate greenBOX Measures Air Velocity and Air Volume

- May 15
- 2 min
One Year On: Celebrating the Revolutionary "Adelie" greenBOX Control System Unveiled at Ligna

- May 14
- 5 min
Increase System Performance with On-Demand Dust Collection

- May 10
- 2 min
greenBOX Unboxed i4: Accessing greenBOX User Interface on Desktop or Tablet

- Apr 30
- 4 min
Advanced Functionality in Ecogate's Smart Gates
- Apr 25
- 2 min
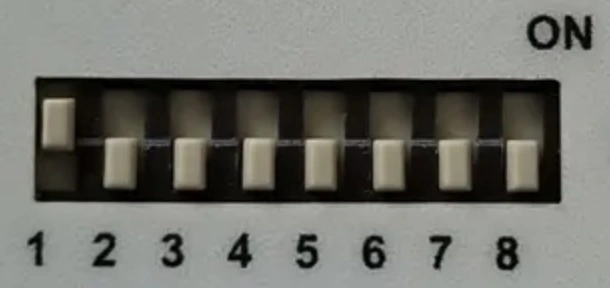
greenBOX Unboxed i3: Streamlined Installation with Automatic Modbus Address Assignment
- Apr 11
- 2 min
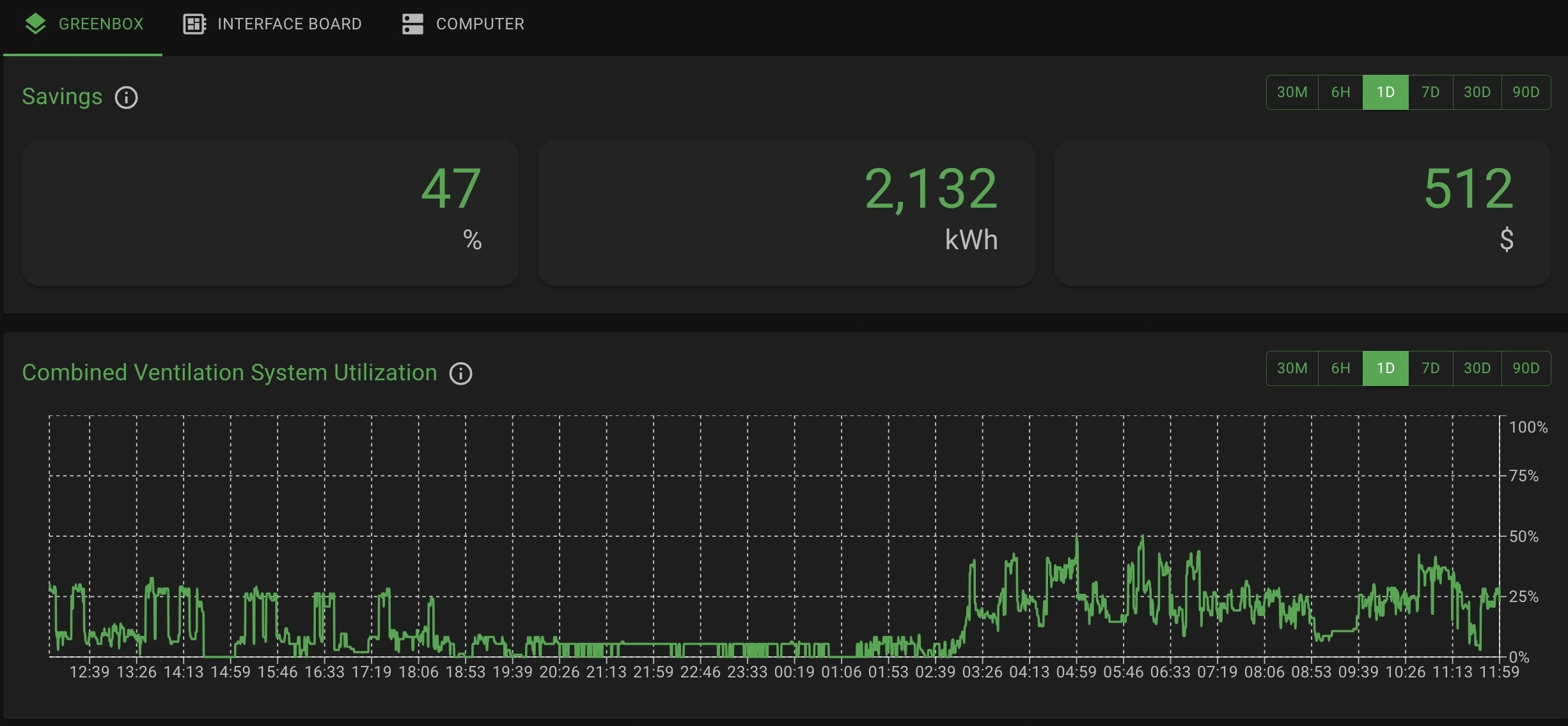
greenBOX Unboxed i2: Electricity Savings Dashboard

- Apr 5
- 5 min
Unveiling the Future of On-Demand Dust Collection: Ecogate's New Generation of Energy-Efficient and Cost-Effective Systems

- Mar 26
- 3 min
Remembering Petr Litomisky: Filmmaker, Inventor, and Ecogate Co-founder